Sprężone powietrze w zakładzie przemysłowym rzadko bywa problemem samo w sobie; problem zaczyna się wtedy, gdy pojawia się w nim woda. To ona psuje zawory, przyspiesza korozję, rozjeżdża parametry procesu i potrafi zatrzymać linię produkcyjną w najmniej wygodnym momencie. W takich warunkach osuszacze adsorpcyjne przestają być dodatkiem, a stają się elementem ochrony całej pneumatyki. W tym tekście pokazuję, jak działają, kiedy naprawdę mają sens i na co patrzeć przy doborze, żeby nie przepłacić za rozwiązanie lepsze tylko na papierze.
Najważniejsze decyzje przy wyborze osuszania do pneumatyki
- Najpierw sprawdź wymagany punkt rosy, bo od niego zależy, czy wystarczy układ chłodniczy, czy potrzebny jest niższy poziom suchości.
- W układach bezgrzewczych część już osuszonego powietrza idzie na regenerację, więc w bilansie energii tracisz zwykle około 15-20% wydajności.
- Warto dobierać urządzenie do realnych warunków wejściowych, a nie do idealnych danych z katalogu.
- Filtry wstępne i odprowadzanie kondensatu są tak samo ważne jak samo złoże, bo brud i olej szybko niszczą skuteczność osuszania.
- W zimnych halach i instalacjach zewnętrznych niski punkt rosy chroni zawory, siłowniki i automatykę przed zamarzaniem oraz spadkiem niezawodności.
Czym są osuszacze adsorpcyjne i kiedy mają sens
W praktyce to urządzenia, które wyciągają parę wodną ze sprężonego powietrza przez kontakt z higroskopijnym złożem. Nie chłodzą powietrza jak osuszacze chłodnicze, tylko wiążą cząsteczki wody na powierzchni adsorbentu. Taki wybór ma sens wtedy, gdy potrzebny jest bardzo niski punkt rosy albo instalacja pracuje w warunkach, w których nawet niewielka ilość wilgoci robi kłopot.Najczęściej chodzi o układy zewnętrzne, linie narażone na mróz, automatykę wrażliwą na kondensat, instrument air, lakiernie, pakowanie żywności czy procesy, w których producent wymaga stabilnej jakości sprężonego powietrza. Jeśli wystarczy punkt rosy około +3°C, zwykle nie ma sensu przepłacać za bardziej złożoną technologię.
| Technologia | Typowy punkt rosy | Co to oznacza w praktyce |
|---|---|---|
| Układ chłodniczy | około +3°C | Wystarcza dla zwykłej hali, gdy ryzyko zamarzania i kondensacji jest ograniczone. |
| Układ adsorpcyjny | od -20°C do -70°C | Chroni instalację przed kondensacją i zamarzaniem, gdy proces jest wrażliwy albo pracuje na zewnątrz. |
| Wersje specjalne | bardzo niski punkt rosy, nawet w pobliżu -70°C | Stosuje się je tam, gdzie jakość powietrza ma znaczenie krytyczne i margines błędu jest mały. |
Ja zaczynam od tej jednej decyzji: czy problemem jest zwykła wilgoć, czy faktycznie potrzebuję niskiego punktu rosy. Od tego zależy wszystko inne, także sam cykl pracy urządzenia.
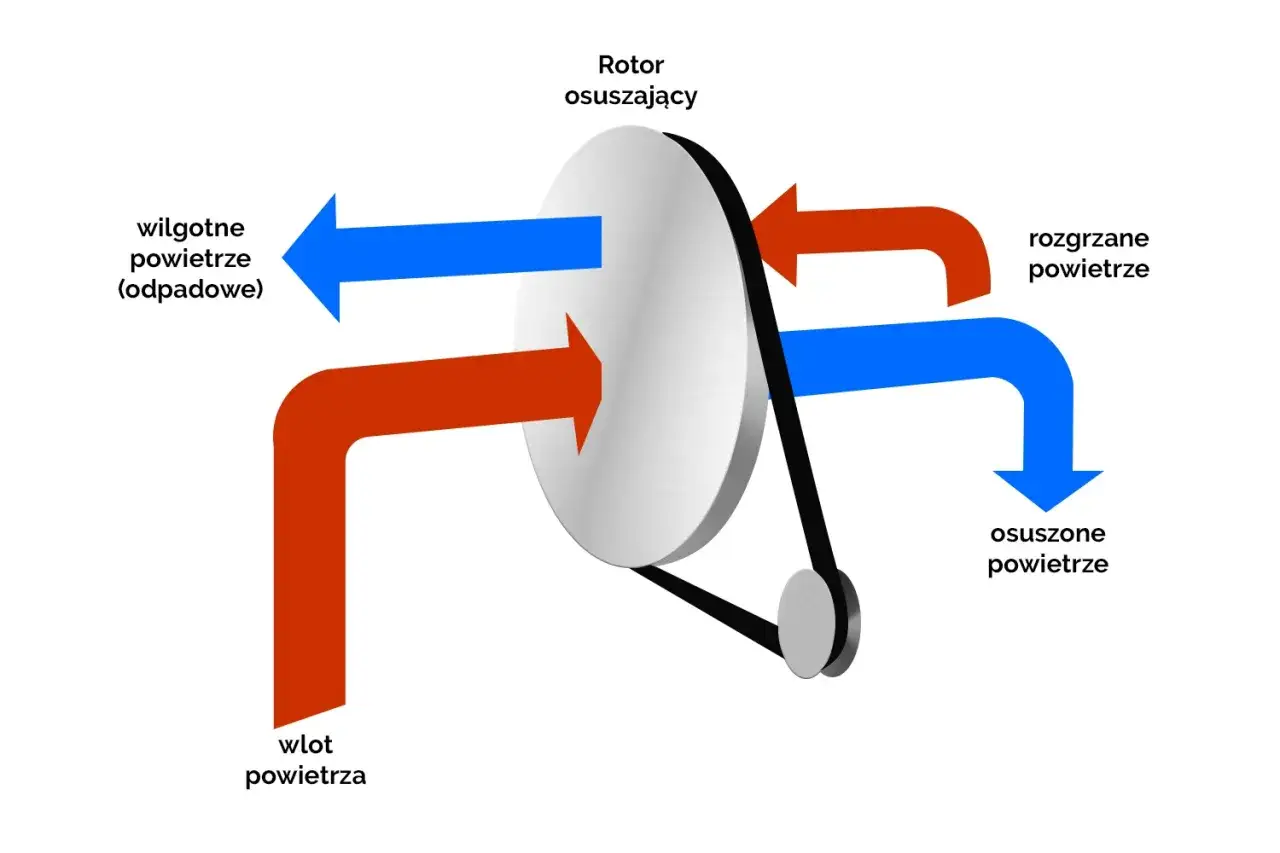
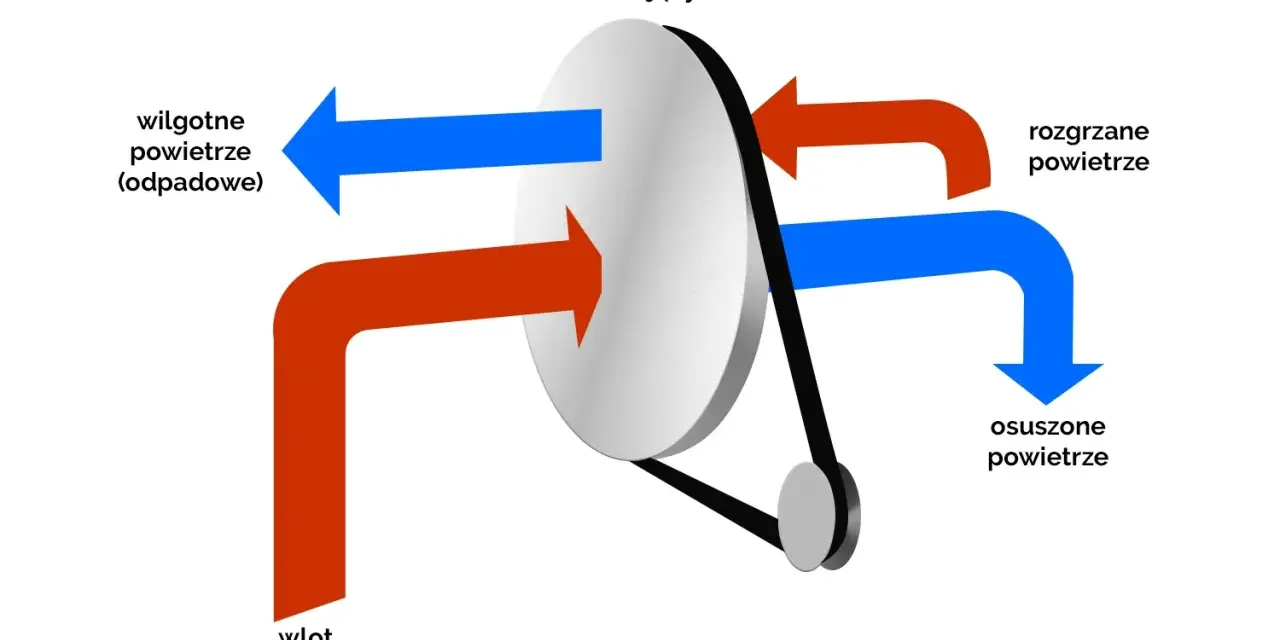
Jak działa osuszanie adsorpcyjne w instalacji pneumatycznej
W środku zwykle pracują dwie kolumny z złożem adsorbentu. Jedna suszy powietrze, druga się regeneruje. Dzięki temu strumień na wyjściu pozostaje suchy bez przerw w pracy, co w pneumatyce ma ogromne znaczenie dla stabilności całego układu.
Złoże adsorbentu
Najczęściej używa się żelu krzemionkowego, aktywowanego tlenku glinu albo sit molekularnych. Każdy z tych materiałów ma dużą powierzchnię czynną, więc potrafi zatrzymać wilgoć skuteczniej niż zwykły filtr. To ważne rozróżnienie: filtr wyłapuje cząstki, a złoże adsorpcyjne wiąże parę wodną.
Regeneracja drugiej kolumny
Po nasyceniu złoże trzeba osuszyć. W prostszych układach robi to część już wysuszonego powietrza, które przepływa przez kolumnę regenerowaną. W układach z podgrzewaniem energię oddaje grzałka, dmuchawa albo ciepło sprężania. Im mniej suchego powietrza zużywa regeneracja, tym lepiej dla bilansu energetycznego, ale rośnie złożoność urządzenia.
Przeczytaj również: Piaskowanie kompresorem 50l - jak dobrać dyszę i uniknąć błędów?
Dlaczego ma to znaczenie dla punktu rosy
Kluczowy parametr to punkt rosy pod ciśnieniem. To temperatura, przy której para wodna zacznie się skraplać przy konkretnym ciśnieniu roboczym. W praktyce im niższy PDP, tym mniejsze ryzyko kondensacji w przewodach, zaworach i siłownikach. Dla wielu instalacji przemysłowych pomocna jest klasyfikacja ISO 8573-1, bo pozwala odnieść jakość powietrza do realnej wrażliwości procesu, a nie do intuicji kupującego.
Kiedy znamy już cykl pracy, łatwiej przejść do wyboru konkretnego wariantu, bo nie każdy osuszacz robi to samo za tę samą cenę.
Jakie są rodzaje i czym różnią się w praktyce
Największy błąd przy zakupie polega na porównywaniu tylko ceny zakupu. W praktyce to, co tanie na fakturze, bywa drogie w eksploatacji. Dlatego patrzę na metodę regeneracji, zużycie energii i na to, czy urządzenie pasuje do rytmu pracy zakładu.
| Typ regeneracji | Co zużywa | Plusy | Minusy | Kiedy wybrać |
|---|---|---|---|---|
| Bezgrzewczy | Część suchego powietrza, zwykle około 15-20% | Prosty, odporny, stosunkowo tani w zakupie | Wyraźna strata powietrza na regenerację | Gdy przepływ jest umiarkowany, a priorytetem jest prostota |
| Z podgrzewaniem | Energię elektryczną lub inną energię do regeneracji | Mniejsze zużycie sprężonego powietrza | Wyższa złożoność i często większy koszt inwestycyjny | Gdy liczy się bilans energetyczny przy większych instalacjach |
| Z dmuchawą | Powietrze z otoczenia i energia do podgrzania | Minimalna strata sprężonego powietrza | Większy gabaryt i bardziej rozbudowana automatyka | Przy dużych przepływach i pracy ciągłej |
| Z ciepła sprężania | Odzysk ciepła z procesu sprężania | Bardzo dobry bilans energetyczny | Wymaga odpowiedniej konfiguracji sprężarki i instalacji | Gdy układ jest projektowany pod taki odzysk od początku |
Wniosek jest prosty: nie ma jednego najlepszego wariantu. Jest tylko wariant najlepiej dopasowany do zakładu, kosztu energii i wymaganego punktu rosy. To właśnie tu widać różnicę między zakupem urządzenia a zaprojektowaniem sensownego rozwiązania.
Kiedy typ regeneracji jest już jasny, trzeba dopasować sam poziom suchości do procesu. I tu pojawia się druga pułapka: nie każda aplikacja potrzebuje ekstremalnie niskiego PDP.
Jak dobrać właściwy poziom suchości do procesu
Ja zawsze zaczynam od trzech liczb: przepływu, ciśnienia i temperatury wejściowej. Bez nich projektowanie osuszania jest zgadywaniem. Producenci podają wydajność przy określonych warunkach odniesienia, często około 7 bar i 35°C na wejściu, więc jeśli instalacja pracuje cieplej, zmiennie lub z dużymi skokami poboru, realna zdolność urządzenia będzie inna niż na folderze.
W praktyce pomocna jest prosta mapa potrzeb. Nie chodzi o sztywny przepis, tylko o zrozumienie, jaki poziom wilgoci jest naprawdę potrzebny.
| Poziom wilgoci | Orientacyjny PDP | Typowe zastosowanie |
|---|---|---|
| Klasa 4 | +3°C | Ogólna pneumatyka w stabilnej hali, gdy nie ma ryzyka mrozu. |
| Klasa 3 | -20°C | Mniej wymagające układy, ale już z większą wrażliwością na kondensację i chłód. |
| Klasa 2 | -40°C | Automatyka, instrument air, żywność, procesy zewnętrzne i aplikacje wymagające wyższej niezawodności. |
| Klasa 1 | -70°C | Bardzo krytyczne procesy, w których nawet śladowa wilgoć jest problemem. |
To uproszczenie, bo pełna klasa jakości obejmuje także cząstki i olej, ale w praktyce właśnie punkt rosy najczęściej rozstrzyga, czy adsorpcyjne osuszanie ma sens. Jeśli chcesz kupić rozwiązanie do instalacji zewnętrznej, siłowników w chłodnym otoczeniu albo precyzyjnej automatyki, lepiej iść w stronę niższego PDP. Jeśli to tylko ogólna sieć zasilająca narzędzia pneumatyczne w ogrzewanej hali, zwykle można zostać przy prostszym układzie.
Ja patrzę też na to, czy układ ma pracować ciągle, czy z dużymi przerwami. To zmienia ekonomię projektu bardziej, niż wielu inwestorów zakłada na starcie. Kiedy już wiadomo, jaki poziom suchości jest potrzebny, zostają koszty i błędy, które najczęściej psują dobry dobór.
Najczęstsze błędy i ukryte koszty
Najczęściej widzę cztery powtarzalne pomyłki. Każda z nich wygląda niewinnie na etapie zakupu, ale później wraca jako awaria, wyższy rachunek za energię albo niestabilna jakość powietrza.
- Liczenie tylko ceny zakupu. W układach bezgrzewczych strata około 15-20% przepływu na regenerację nie jest detalem, tylko stałym kosztem sprężania.
- Pomijanie filtracji wstępnej. Jeśli do złoża trafia olej, pył albo nadmiar kondensatu, jego skuteczność spada szybciej, niż sugeruje katalog.
- Dobór bez warunków rzeczywistych. Wydajność podawana przez producenta zależy od ciśnienia, temperatury i przepływu, więc sama tabliczka znamionowa nie wystarcza.
- Przewymiarowanie „na wszelki wypadek”. Zapas bywa potrzebny, ale zbyt duży osuszacz to wyższy koszt inwestycyjny i często niepotrzebnie rozbudowana automatyka.
- Ignorowanie spadku ciśnienia i serwisu. Każdy dodatkowy opór w instalacji podnosi koszt pracy sprężarki, a trudny dostęp do serwisu wydłuża przestoje.
Do tego dochodzi jeszcze jeden, bardziej podstępny problem: zbyt niskie oczekiwania wobec całego układu. Sam niskopunktowy osuszacz nie naprawi źle zaprojektowanej sprężarkowni, za długich przewodów z chłodnymi odcinkami ani braku odwadniania przed wejściem do urządzenia. W praktyce system działa dobrze tylko wtedy, gdy działa dobrze jako całość.
Gdy ktoś pyta mnie o opłacalność, odpowiadam prosto: koszt trzeba liczyć nie od momentu zakupu, tylko od pierwszego sezonu pracy. I właśnie wtedy najlepiej widać, gdzie ta technologia naprawdę daje zwrot.
Gdzie ta technologia daje największy zwrot
Najbardziej korzysta na niej produkcja, w której wilgoć wpływa na niezawodność albo jakość wyrobu. W polskich zakładach szczególnie widać to zimą, ale problem nie kończy się na mrozie. Czasem chodzi o drobne, powtarzalne zakłócenia, które pojedynczo wyglądają niegroźnie, a razem tworzą kosztowną awaryjność.
- Instalacje zewnętrzne i nieogrzewane hale. Tu niski punkt rosy chroni przewody, zawory i siłowniki przed skraplaniem się wody oraz zamarzaniem.
- Automatyka i instrument air. W takich układach stabilność ma większe znaczenie niż sama dostępność sprężonego powietrza.
- Lakiernie, pakowanie i produkcja żywności. Wilgoć potrafi pogorszyć przyczepność, wygląd powierzchni albo powtarzalność procesu.
- Utrzymanie ruchu i modernizacje. Jeśli zespół regularnie walczy z kondensatem, sensowny dobór osuszania często daje szybszy efekt niż kosztowne przeróbki całej instalacji.
Nie każda fabryka potrzebuje jednak takiego poziomu suchości. Jeśli powietrze zasila głównie narzędzia pneumatyczne w stabilnej temperaturze, prostsze rozwiązanie zwykle będzie rozsądniejsze. Ja traktuję to jak zwykły rachunek zysków i strat: im bardziej wilgoć wpływa na proces, tym bardziej opłaca się zejść niżej z punktem rosy.
A zanim zamkniesz temat, warto sprawdzić kilka rzeczy w specyfikacji. To właśnie na tym etapie najłatwiej uniknąć późniejszych rozczarowań.
Co sprawdzam przed zamówieniem, żeby instalacja nie rozczarowała
Dobra specyfikacja oszczędza tygodnie poprawek po uruchomieniu. Z mojego doświadczenia wynika, że najwięcej problemów bierze się nie z samego urządzenia, tylko z niepełnych danych wejściowych. Jeśli chcesz zamówić osuszanie do pneumatyki bez zgadywania, sprawdź te elementy:
- Wymagany punkt rosy i to, czy dotyczy całej sieci, czy tylko wybranych odbiorników.
- Rzeczywisty przepływ, w tym piki poboru, a nie tylko średnią z dokumentacji.
- Ciśnienie i temperatura na wejściu, bo one najmocniej zmieniają wydajność urządzenia.
- Temperaturę otoczenia, szczególnie jeśli instalacja stoi na zewnątrz albo w chłodnym pomieszczeniu.
- Sposób regeneracji i dostępne media: prąd, sprężone powietrze, odzysk ciepła, ewentualnie para.
- Filtry, odwadnianie i monitoring, bo bez nich nawet dobry osuszacz pracuje krócej i mniej stabilnie.
- Dostęp do serwisu i części, co w praktyce decyduje o czasie reakcji przy awarii.
Jeśli mam zostawić jedną praktyczną myśl, to taką: dobry osuszacz do pneumatyki nie jest tym, który daje najniższy punkt rosy za wszelką cenę, tylko tym, który utrzymuje wymagany poziom suchości przy możliwie najmniejszym koszcie energii i serwisu. Właśnie na tym najczęściej wygrywa sensowny dobór, a nie sam zakup.