
Audyt sprężonego powietrza pozwala szybko zobaczyć, gdzie zakład traci energię, dlaczego ciśnienie spada i które elementy instalacji są przewymiarowane albo po prostu nieszczelne. W praktyce chodzi nie tylko o wycieki, ale o cały układ: sprężarkę, sterowanie, rurociągi, osuszanie i sposób korzystania z pneumatyki. Poniżej pokazuję, jak taki przegląd przebiega, co najczęściej wychodzi w raporcie i kiedy daje najlepszy zwrot.
Najpierw mierzy się straty, ciśnienie i profil obciążenia, a dopiero potem planuje naprawy
- Największy koszt w układzie sprężonego powietrza zwykle nie wynika z zakupu sprężarki, ale z energii potrzebnej do jej pracy.
- Dobry przegląd obejmuje nie tylko sprężarkownię, lecz także rurociągi, osuszacze, zbiorniki, punkty poboru i sposób użycia powietrza.
- W źle utrzymanych systemach straty na wyciekach mogą sięgać 20-30% wydajności, a w dobrze utrzymanych powinny być niższe niż 5-10%.
- Nawet niewielkie obniżenie ciśnienia ma znaczenie: przy poziomie 100 psi każda redukcja o 1 psi obniża zużycie energii o ponad 0,5%.
- Najlepsze efekty dają zwykle działania proste: uszczelnienie nieszczelności, korekta nastaw i wyeliminowanie zbędnego użycia powietrza.
Co obejmuje przegląd instalacji sprężonego powietrza
W praktyce patrzę na taki układ jak na system, a nie na pojedynczą sprężarkę. Sama maszyna może pracować poprawnie, a i tak zakład będzie przepłacał, jeśli powietrze ucieka na złączkach, ciśnienie jest ustawione za wysoko albo odbiorniki pobierają więcej niż potrzebują.
Taki przegląd zwykle zaczyna się od odpowiedzi na trzy pytania: ile powietrza jest naprawdę potrzebne, jaką jakość ma mieć i w którym miejscu instalacji pojawiają się straty. To ważne, bo wyższa jakość, wyższe ciśnienie i dłuższa sieć dystrybucji zawsze podnoszą koszt wytwarzania medium.
| Obszar | Co się sprawdza | Dlaczego to ważne |
|---|---|---|
| Sprężarka i sterowanie | Tryb pracy, załączanie, odciążanie, nastawy ciśnienia | Pokazuje, czy układ produkuje powietrze wtedy, gdy trzeba, i czy nie pracuje „na zapas” |
| Sieć dystrybucji | Spadki ciśnienia, średnice rur, pętle, odcinki martwe | Ujawnia straty na przewodach, filtrach, zaworach i długich odcinkach bez sensownej logiki przepływu |
| Punkty poboru | Siłowniki, narzędzia, przedmuchy, pistolety, procesy technologiczne | Pokazuje, gdzie sprężone powietrze jest używane zgodnie z potrzebą, a gdzie tylko dlatego, że „zawsze tak było” |
| Jakość powietrza | Osuszanie, filtrację, kondensat, stabilność parametrów | Zła jakość powoduje awarie, przestoje i dodatkowe spadki ciśnienia |
To właśnie dlatego dobrze zrobiony przegląd nie kończy się na liście usterek. Jego celem jest pokazanie, co naprawdę zmienia wynik energetyczny, a od tego już krok do samego procesu pomiarowego.

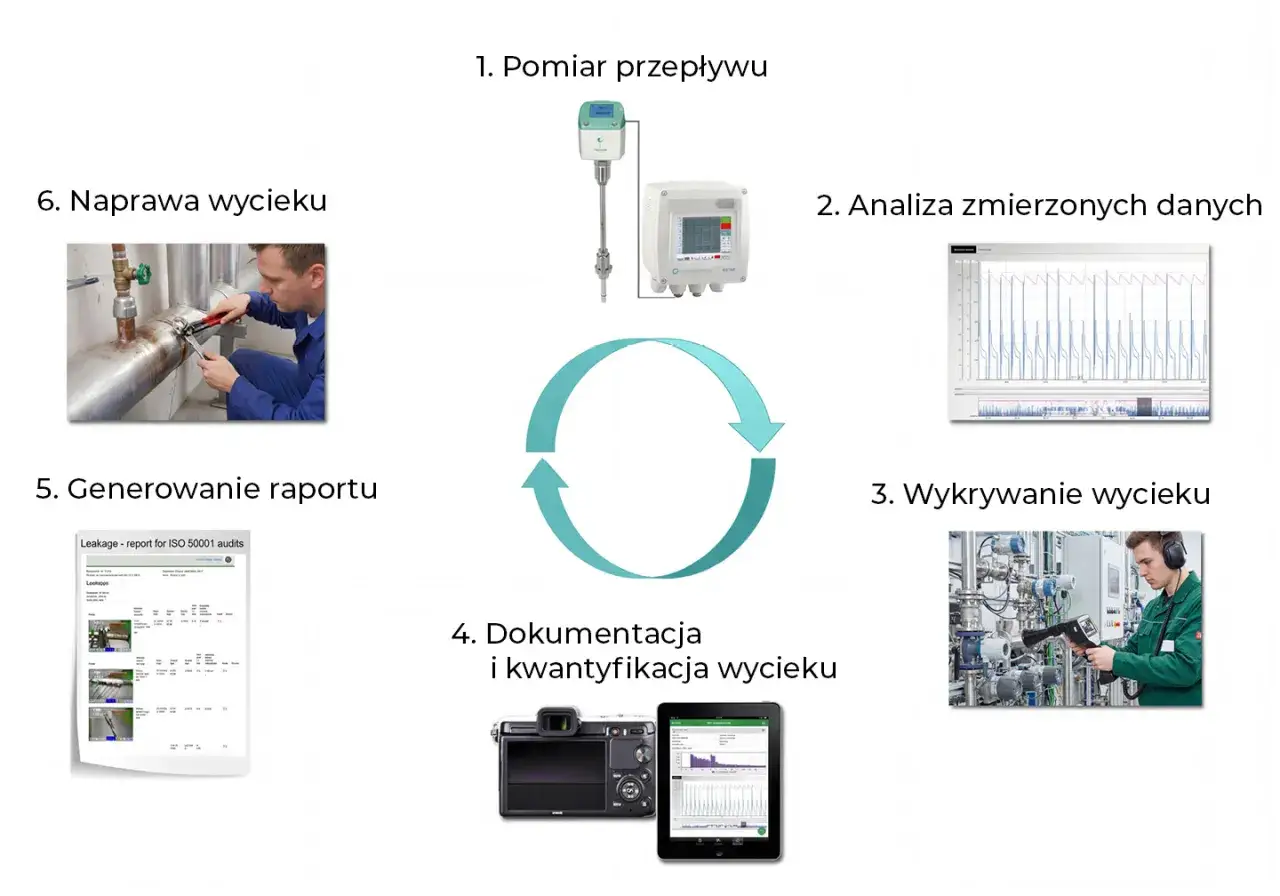
Jak przebiega przegląd instalacji krok po kroku
Najpierw zbiera się dane o pracy zakładu: harmonogram zmian, zużycie energii, schemat instalacji, listę sprężarek, osuszaczy i głównych odbiorników. Bez tego łatwo pomylić chwilowy wzrost poboru z realnym problemem systemowym.
-
Obchód instalacji. Sprawdza się sprężarkownię, rurociągi, zawory, szybkozłącza, punkty przedmuchu i miejsca, w których operatorzy najczęściej „ratują się” dodatkowym powietrzem.
-
Pomiar przepływu, ciśnienia i mocy. To daje bazę do policzenia, ile powietrza system faktycznie produkuje i ile energii zużywa na tę produkcję. Profil obciążenia, czyli zmienność poboru w czasie, pokazuje, kiedy instalacja pracuje spokojnie, a kiedy ma przeciążenia.
-
Wykrywanie nieszczelności. Tu dobrze sprawdza się kamera ultradźwiękowa, czyli urządzenie, które wychwytuje szum wycieku poza zakresem słyszalnym dla człowieka. W praktyce bardzo wiele nieszczelności nie jest słyszalnych przy normalnej pracy hali.
-
Analiza punktów poboru. Sprawdza się, czy powietrze nie trafia do zadań, które można wykonać taniej innym medium. To często drobiazg, ale właśnie z takich drobiazgów składa się rachunek za energię.
-
Ocena logiki sterowania. Trzeba zobaczyć, czy sterownik, zbiornik i nastawy ciśnienia współpracują ze sobą, czy tylko utrzymują system przy życiu. Zbyt sztywne sterowanie zwykle podnosi koszty i zwiększa liczbę cykli sprężarki.
-
Raport i priorytety. Najlepszy audyt nie daje jedynie opisu problemów, ale też kolejność działań: co zrobić od razu, co wymaga krótkiej przerwy technologicznej, a co jest inwestycją z dłuższym horyzontem.
Jakie oszczędności najczęściej wychodzą na liczbach
Z mojego punktu widzenia największy błąd to szukanie oszczędności od razu w nowej sprężarce, kiedy układ traci powietrze na drobnych nieszczelnościach. Najpierw trzeba zamknąć to, co ucieka najłatwiej, bo właśnie tam zwrot bywa najszybszy.
| Co zwykle wychodzi | Typowy efekt | Co to oznacza w praktyce |
|---|---|---|
| Nieszczelności | W źle utrzymanych systemach straty mogą sięgać 20-30% wydajności; w dobrze utrzymanych powinny być niższe niż 5-10% | To zwykle pierwszy i najtańszy obszar do poprawy, często z bardzo krótkim okresem zwrotu |
| Zbyt wysokie ciśnienie | Przy 100 psi każda redukcja o 1 psi obniża zużycie energii o ponad 0,5% | Nawet niewielka korekta nastawy może dać zauważalny efekt bez inwestycji w nowy sprzęt |
| Niepotrzebne użycie powietrza | Praktyki typu przedmuchiwanie czy zastępowanie innych źródeł energii sprężonym powietrzem bywają 7-8 razy mniej efektywne niż rozwiązania elektryczne | Warto szukać zamienników: wentylatorów, dmuchaw, narzędzi elektrycznych albo prostszej automatyki |
| Odzysk ciepła | 80-93% energii elektrycznej sprężarki zamienia się w ciepło, z czego 50-90% bywa możliwe do odzyskania przy sensownym projekcie | Ma sens tam, gdzie zakład rzeczywiście potrzebuje ciepłej wody, podgrzewu powietrza albo wsparcia ogrzewania |
| Sterowanie i magazynowanie | Stabilniejsze ciśnienie, mniej cykli, czasem możliwość wyłączenia jednej z jednostek | To nie zawsze daje natychmiastowy spektakularny efekt, ale porządkuje pracę całego układu |
Według DOE właśnie nieszczelności, zbyt wysokie ciśnienie i niewłaściwe zastosowanie powietrza należą do najbardziej opłacalnych obszarów poprawy. Warto jednak pamiętać o jednym ograniczeniu: każda obniżka ciśnienia musi być potwierdzona na punktach poboru, bo zbyt agresywne cięcie może rozjechać stabilność procesu.
To prowadzi do kolejnego pytania: kiedy taki przegląd ma sens najbardziej, a kiedy wystarczy prosty obchód techniczny?
Kiedy taki przegląd ma największy sens
Najbardziej opłaca się wtedy, gdy instalacja zaczyna dawać sygnały ostrzegawcze. Nie trzeba czekać na awarię. Wystarczy kilka objawów, które zwykle pojawiają się wcześniej: rosnący rachunek za energię bez wzrostu produkcji, częstsza praca sprężarki, spadki ciśnienia na końcu linii albo regularne reklamacje operatorów.
- Ciśnienie na punktach poboru jest niższe niż na sprężarkowni.
- Sprężarka często przechodzi na jałowo albo załącza się zbyt gęsto.
- Po weekendzie lub przerwie w pracy system długo dochodzi do normalnych parametrów.
- W zakładzie pojawiają się nowe linie, maszyny albo dodatkowe zmiany.
- Utrzymanie ruchu co chwilę naprawia węże, złączki, zawory albo osuszacze.
- Wiele prac opiera się na improwizacji zamiast na opisie punktów poboru i nastaw.
Właśnie w takich sytuacjach lepiej zrobić pełniejszy audyt niż gasić pojedyncze pożary. Jeśli zakład i tak prowadzi szerszy audyt energetyczny, ten obszar warto do niego dołożyć, bo jak podaje UDT, audyt energetyczny przedsiębiorstwa może być dobrym krokiem do wdrożenia systemu zarządzania energią ISO 50001.
| Podejście | Kiedy wystarczy | Ograniczenia |
|---|---|---|
| Wewnętrzny przegląd | Gdy trzeba szybko znaleźć oczywiste wycieki i nieprawidłowe użycie powietrza | Często nie pokazuje pełnego profilu obciążenia i nie wycenia oszczędności tak dokładnie jak specjalistyczny audyt |
| Audyt specjalistyczny | Gdy koszty rosną, ciśnienie jest niestabilne, a zakład planuje inwestycję albo rozbudowę | Jest droższy i wymaga dostępu do danych, ale zwykle daje znacznie lepszą podstawę do decyzji |
Jeśli mam wskazać prostą zasadę, brzmi ona tak: przy oczywistych problemach zaczyna się od przeglądu wewnętrznego, ale przy dużym zużyciu i niejasnych stratach lepiej od razu wejść w pełniejszy pomiar. Następny krok to przygotowanie zakładu tak, żeby pomiary nie rozbiły się o brak danych albo dostęp do instalacji.
Jak przygotować zakład, żeby przegląd był naprawdę użyteczny
Najlepsze wyniki daje instalacja, do której ktoś wcześniej dobrze odrobił robotę organizacyjną. Nie chodzi o perfekcyjną dokumentację, tylko o zestaw informacji, który pozwoli połączyć pomiary z realną produkcją.
- Schemat instalacji i lista głównych odbiorników.
- Dane o sprężarkach, osuszaczach, filtrach i zbiornikach.
- Ostatnie rachunki za energię oraz informacje o godzinach pracy.
- Opis zmian produkcyjnych, weekendów, przestojów i uruchomień sezonowych.
- Lista znanych problemów: spadki ciśnienia, awarie, hałas, kondensat, częste usterki armatury.
- Wskazanie miejsc, do których trzeba mieć bezpieczny dostęp podczas pomiarów.
W dobrze prowadzonym zakładzie do przeglądu warto włączyć nie tylko utrzymanie ruchu, ale też osoby z produkcji i kogoś, kto patrzy na energię całościowo. Operator najlepiej wie, gdzie powietrze znika „na chwilę”, a technik potrafi odróżnić doraźne obchodzenie problemu od trwałej poprawy.
Jeżeli brakuje czasu, zacznij od prostego spisu punktów poboru i od tego, które z nich naprawdę muszą korzystać z powietrza pod ciśnieniem. Sama ta lista często pokazuje, gdzie instalacja została rozrośnięta przez lata bardziej niż przez realną potrzebę procesu.
To już prowadzi do ostatniej kwestii: co zrobić, żeby oszczędności nie zniknęły po kilku miesiącach i żeby przegląd nie był jednorazowym zrywem.
Największy zysk daje połączenie pomiarów z dyscypliną utrzymania ruchu
Najlepszy efekt nie bierze się z jednego spektakularnego ruchu, tylko z kilku prostych decyzji podjętych we właściwej kolejności. Najpierw usuwa się nieszczelności, potem koryguje ciśnienie, następnie porządkuje sterowanie i dopiero na końcu rozważa większe inwestycje, takie jak odzysk ciepła czy wymiana sprężarki.
W praktyce sprawdza się jeszcze jedna zasada: każda rekomendacja powinna mieć właściciela, termin i sposób potwierdzenia efektu. Bez tego raport ląduje w szufladzie, a instalacja wraca do starych nawyków. Dobrą praktyką jest też cykliczne sprawdzanie wycieków, bo po naprawach i zmianach w produkcji nowe nieszczelności pojawiają się szybciej, niż zwykle się to zakłada.
Jeśli miałbym zostawić jedną rzecz do zapamiętania, byłaby to ta: w pneumatyce opłaca się najpierw naprawiać to, czego nie widać, a dopiero potem wydawać pieniądze na większe maszyny. Taki przegląd instalacji daje realny obraz kosztów, a nie tylko spis usterek, i właśnie dlatego bywa jednym z najkrótszych kroków do trwałych oszczędności.